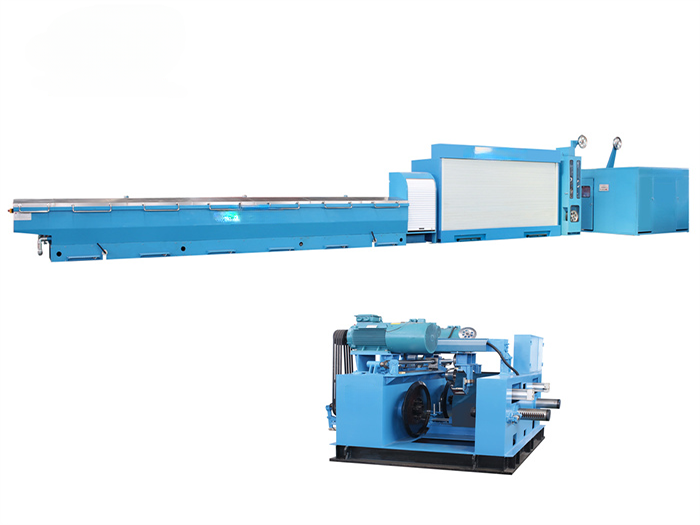
Hot dip tinning is a surface modification technique used to apply metallic coatings to workpieces by dipping them into a molten metal bath. This process is commonly used to prevent corrosion of substrates or improve conductivity and abrasion performance.
The hot dip tinning process involves several steps:
Surface Preparation: The workpiece is thoroughly cleaned to remove any dirt, grease, or oxide layers. This step ensures good adhesion of the tin coating to the substrate.
Fluxing: The cleaned workpiece is then immersed in a flux bath. The flux helps remove any remaining oxides and promotes wetting of the molten tin on the surface of the workpiece.
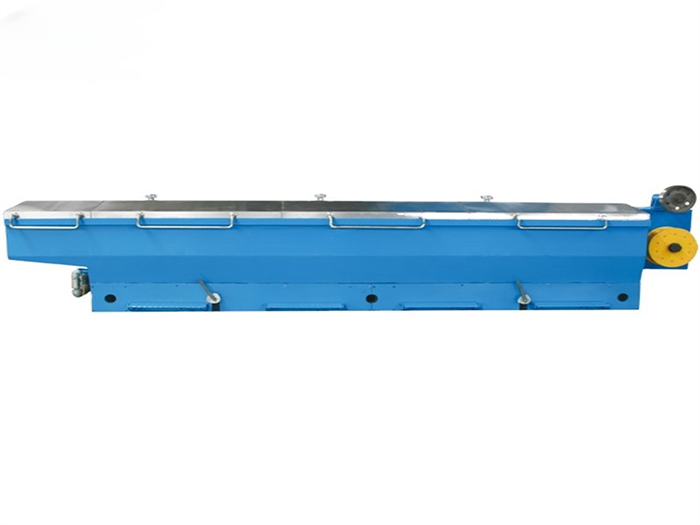
Dipping: After fluxing, the workpiece is dipped into a bath of molten tin. The temperature of the tin bath is typically maintained between 230°C and 300°C (446°F and 572°F). The workpiece is held in the bath for a specific duration to allow the tin to adhere to the surface.
Removal of Excess Tin: Once the workpiece is removed from the tin bath, any excess tin is removed by wiping or shaking the workpiece. This step ensures a uniform and controlled thickness of the tin coating.
Cooling and Solidification: The workpiece is allowed to cool down, and the tin coating solidifies to form a protective layer on the surface.
It is important to note that hot dip tinning is different from tin electroplating. Hot dip tinning involves immersing the workpiece directly into a molten tin bath, while tin electroplating involves depositing a layer of tin onto the workpiece using an electrochemical process [3].